Material conveyor systems are industrial material handling solutions designed for smooth and efficient transportation of bulk materials, products, packages, and industrial goods within production facilities. Superior MHSOL manufactures durable and high-performance material conveyors for automated and efficient industrial operations.
Material Conveyor Manufacturer & Supplier in India
Material conveyor systems are essential industrial equipment used for transporting materials, products, and goods efficiently within manufacturing plants, warehouses, packaging units, and industrial facilities. These systems help industries improve workflow efficiency, reduce manual handling, minimize operational costs, and increase productivity.
At Superior MHSOL, we manufacture advanced material conveyor systems engineered for reliable performance, high durability, low maintenance, and efficient industrial material handling operations.
What is a Material Conveyor?
A material conveyor is an automated mechanical system designed to transport bulk materials, packages, products, containers, or industrial goods from one location to another within a production or storage facility.
Material conveyors are commonly used for handling:
- Bulk materials
- Powders
- Granules
- Boxes & cartons
- Crates & containers
- Industrial components
- Packaged goods
- Raw materials
These systems streamline industrial processes and reduce dependency on manual labor.
Types of Material Conveyor Systems
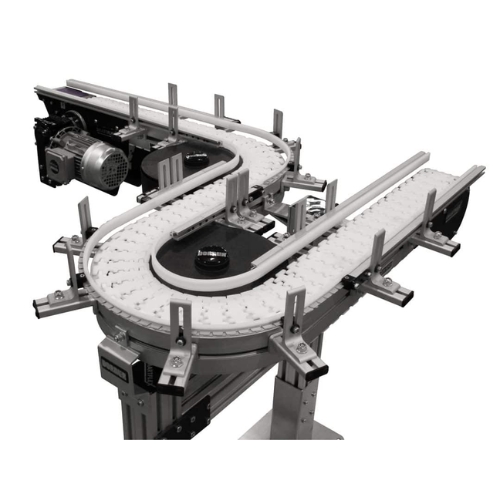
Belt Conveyor System
Belt conveyors are widely used for smooth transportation of lightweight and medium-weight materials over short and long distances.
Roller Conveyor System
Roller conveyors are suitable for handling boxes, crates, pallets, and heavy industrial products efficiently.
Chain Conveyor System
Chain conveyors are designed for heavy-duty material handling applications requiring high load capacity.
Screw Conveyor System
Screw conveyors are ideal for transporting powders, granules, and semi-solid materials in enclosed environments.
Bucket Conveyor System
Bucket conveyors are used for vertical transportation of bulk materials such as grains, fertilizers, and powders.
Inclined Conveyor System
Inclined conveyors are designed for transferring materials between different height levels within industrial facilities.
Applications of Material Conveyors
Material conveyor systems are widely used in:
- Manufacturing Industries
- Food Processing Plants
- Packaging Industries
- Warehouses & Distribution Centers
- Chemical Industries
- Pharmaceutical Industries
- Cement Plants
- Agriculture & Fertilizer Industries
- Logistics & Supply Chain Operations
Features of Superior MHSOL Material Conveyors
- Heavy-duty industrial construction
- Smooth and efficient material transportation
- High load carrying capacity
- Energy-efficient operation
- Low maintenance requirements
- Durable and long-lasting design
- Customizable conveyor configurations
- Easy installation and operation
- Automation integration available
Advantages of Material Conveyor Systems
Improved Material Handling Efficiency
Automated conveyors improve workflow and reduce material transfer time.
Reduced Manual Labor
Minimizes workforce dependency and improves operational safety.
Increased Productivity
Continuous material movement increases production output and efficiency.
Safe Material Transportation
Conveyors reduce product damage and improve handling safety.
Flexible Industrial Applications
Suitable for transporting a wide variety of industrial materials and products.
Why Choose Superior MHSOL?
Superior MHSOL provides innovative and reliable industrial conveyor solutions tailored to modern material handling requirements. Our material conveyor systems are manufactured using advanced engineering technology and premium-quality materials to ensure durability, efficiency, and operational reliability.
We offer:
- Customized Conveyor Solutions
- Advanced Automation Technology
- High-Quality Manufacturing Standards
- Competitive Pricing
- Timely Delivery
- Excellent Technical Support
Conclusion
Material conveyor systems are essential for industries seeking efficient, automated, and reliable material handling solutions. These systems improve productivity, reduce operational costs, and ensure smooth movement of materials within industrial facilities.
If you are looking for durable and high-performance material conveyor systems in India, Superior MHSOL offers advanced and customized conveyor solutions tailored to your industrial material handling requirements.
Recent Post
-
 Ultrasonic Cleaning Machine in Maharashtra13 Jun 2026
Ultrasonic Cleaning Machine in Maharashtra13 Jun 2026 -
 Storage Silo in Maharashtra13 Jun 2026
Storage Silo in Maharashtra13 Jun 2026 -
.jpg) Conveyorised Crate Washer in Mumbai13 Jun 2026
Conveyorised Crate Washer in Mumbai13 Jun 2026 -
.jpg) Belt Conveyor System in Mumbai13 Jun 2026
Belt Conveyor System in Mumbai13 Jun 2026 -
.jpg)
-
.jpg)
-
.jpg)
-
.jpg)
-
.jpg) Dipping and Dunking Machine in Maharashtra13 Jun 2026
Dipping and Dunking Machine in Maharashtra13 Jun 2026 -
.jpg) Jumbo Bag Loading System Manufacturer in Mumbai13 Jun 2026
Jumbo Bag Loading System Manufacturer in Mumbai13 Jun 2026 -
 (1).jpg)
-
.jpg)
-
 (1).jpg)
-
.jpg)
-
 Table Top Ultrasonic Cleaning Machine in India13 Jun 2026
Table Top Ultrasonic Cleaning Machine in India13 Jun 2026 -
.jpg) Tunnel Washing Machine Manufacturer in India13 Jun 2026
Tunnel Washing Machine Manufacturer in India13 Jun 2026 -
 (1).jpg) Rotary Indexing Crate Washer in Maharashtra13 Jun 2026
Rotary Indexing Crate Washer in Maharashtra13 Jun 2026 -
.jpg) AHU Filter Cleaning & Drying Machine in India13 Jun 2026
AHU Filter Cleaning & Drying Machine in India13 Jun 2026 -
.jpg) Industrial Oiling Machine Manufacturer in India13 Jun 2026
Industrial Oiling Machine Manufacturer in India13 Jun 2026 -
.jpg) Jumbo Bag Filling System Manufacturer in India13 Jun 2026
Jumbo Bag Filling System Manufacturer in India13 Jun 2026 -
.jpg) Jumbo Bag Loading System Manufacturer in India03 Jun 2026
Jumbo Bag Loading System Manufacturer in India03 Jun 2026 -
.jpg) Bucket Elevator Manufacturer in India13 Jun 2026
Bucket Elevator Manufacturer in India13 Jun 2026 -
.jpg) Screw Conveyor Manufacturer in India13 Jun 2026
Screw Conveyor Manufacturer in India13 Jun 2026 -
.jpg) Trommel Screen Manufacturer in India13 Jun 2026
Trommel Screen Manufacturer in India13 Jun 2026 -
.jpg) Industrial Conveyor System Manufacturer in India13 Jun 2026
Industrial Conveyor System Manufacturer in India13 Jun 2026 -
.jpg) Bag Filling Machine Manufacturer in India13 Jun 2026
Bag Filling Machine Manufacturer in India13 Jun 2026 -
.jpg) Industrial Blender Manufacturer in India13 Jun 2026
Industrial Blender Manufacturer in India13 Jun 2026 -
.jpg) Jumbo Bagging System Manufacturer in India13 Jun 2026
Jumbo Bagging System Manufacturer in India13 Jun 2026 -
.jpg) Jumbo Bag Unloader Machine Manufacturer in India13 Jun 2026
Jumbo Bag Unloader Machine Manufacturer in India13 Jun 2026 -
.jpg) Bagging Machine Manufacturer in India13 Jun 2026
Bagging Machine Manufacturer in India13 Jun 2026 -
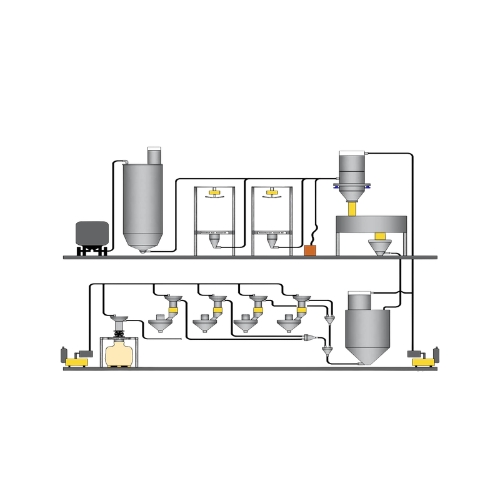
.jpg) Powder Transfer System Manufacturer in India13 Jun 2026
Powder Transfer System Manufacturer in India13 Jun 2026 -
 Industrial Mixer Manufacturer in India13 Jun 2026
Industrial Mixer Manufacturer in India13 Jun 2026 -
.jpg)
-
 Chemical Blenders Manufacturer in India13 Jun 2026
Chemical Blenders Manufacturer in India13 Jun 2026 -
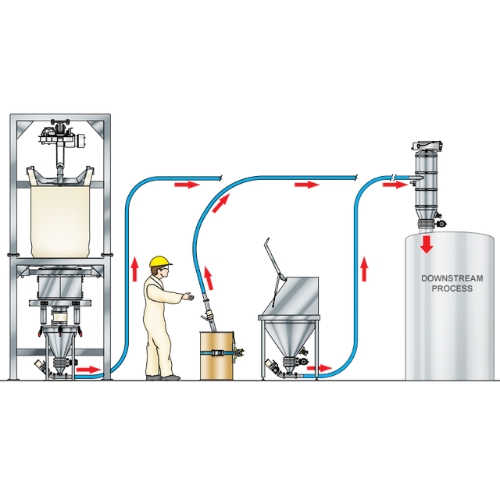 Vacuum Conveying System Manufacturer in India13 Jun 2026
Vacuum Conveying System Manufacturer in India13 Jun 2026 -
 Pneumatic Conveying System Manufacturer in India13 Jun 2026
Pneumatic Conveying System Manufacturer in India13 Jun 2026 -
 Bag Packaging Machine Manufacturer in India13 Jun 2026
Bag Packaging Machine Manufacturer in India13 Jun 2026 -
 Plough Shear Mixer Manufacturer in India13 Jun 2026
Plough Shear Mixer Manufacturer in India13 Jun 2026 -
 Lump Breaker Manufacturer in India13 Jun 2026
Lump Breaker Manufacturer in India13 Jun 2026 -
 Nauta Mixer Manufacturer in India13 Jun 2026
Nauta Mixer Manufacturer in India13 Jun 2026 -
 Crate Conveyor System Manufacturer in India13 Jun 2026
Crate Conveyor System Manufacturer in India13 Jun 2026 -
Material Conveyor Manufacturer in India13 Jun 2026
-
 Octagonal Blender Manufacturer in India13 Jun 2026
Octagonal Blender Manufacturer in India13 Jun 2026 -
 Industrial Weighing System Manufacturer in India13 Jun 2026
Industrial Weighing System Manufacturer in India13 Jun 2026 -
 Ash Handling System Manufacturer in India13 Jun 2026
Ash Handling System Manufacturer in India13 Jun 2026 -
-
 Bag Dumping Station Manufacturer in India13 Jun 2026
Bag Dumping Station Manufacturer in India13 Jun 2026 -
 Dust Collection System Manufacturer in India13 Jun 2026
Dust Collection System Manufacturer in India13 Jun 2026 -
 Co Mill Manufacturer in India13 Jun 2026
Co Mill Manufacturer in India13 Jun 2026 -
 Reactor Charging System Manufacturer in India13 Jun 2026
Reactor Charging System Manufacturer in India13 Jun 2026 -
 Hopper Bins Manufacturer in India13 Jun 2026
Hopper Bins Manufacturer in India13 Jun 2026 -
 Batch Mixers Manufacturer in India13 Jun 2026
Batch Mixers Manufacturer in India13 Jun 2026 -
 Automatic Tunnel Type Bin Washing Machine04 Jul 2026
Automatic Tunnel Type Bin Washing Machine04 Jul 2026
