.jpg)
A Bucket Elevator is an efficient vertical conveying system designed for transporting bulk materials safely and continuously from one level to another. Widely used in industries such as agriculture, food processing, cement, chemicals, fertilizers, mining, and manufacturing, bucket elevators provide reliable material handling with minimal spillage and high operational efficiency. Superior Material Handling Solutions offers robust and customized bucket elevators engineered for durability, smooth operation, and long-term performance.
Bucket Elevator: Efficient Vertical Material Handling Solution
In modern industrial operations, efficient material transportation is essential for maintaining productivity and streamlining manufacturing processes. When bulk materials need to be moved vertically, a Bucket Elevator provides one of the most reliable and cost-effective solutions. Industries such as agriculture, food processing, cement, chemicals, mining, fertilizers, and manufacturing depend on bucket elevators for handling a wide range of materials safely and efficiently.
A bucket elevator is designed to transport bulk materials vertically using a series of buckets attached to a belt or chain. These buckets collect material from the inlet section, elevate it to the required height, and discharge it efficiently at the designated outlet point. This automated process minimizes manual handling, reduces material loss, and improves overall operational efficiency.
Benefits of Bucket Elevators
- Efficient vertical transportation of bulk materials.
- Continuous and automated operation.
- Reduced material spillage and wastage.
- Low maintenance requirements.
- High conveying capacity.
- Space-saving design.
- Improved productivity and operational efficiency.
- Suitable for various bulk materials.
Applications of Bucket Elevators
Agriculture Industry
Handling grains, seeds, animal feed, and agricultural products.
Food Processing Industry
Transporting flour, sugar, rice, pulses, spices, and food ingredients.
Cement Industry
Efficient movement of cement, clinker, fly ash, and raw materials.
Chemical Industry
Handling chemicals, powders, granules, and industrial materials.
Fertilizer Industry
Transporting fertilizers and related bulk products.
Mining & Mineral Industry
Moving ores, minerals, aggregates, and processed materials.
Features of Our Bucket Elevators
- Heavy-duty construction for industrial applications.
- Belt-type and chain-type configurations.
- Wear-resistant buckets for long service life.
- High-capacity material handling.
- Dust-proof and enclosed design options.
- Energy-efficient operation.
- Customizable sizes and capacities.
- Easy installation and maintenance.
Why Choose Superior Material Handling Solutions?
Superior Material Handling Solutions specializes in manufacturing advanced material handling equipment designed to meet the demands of modern industries. Our Bucket Elevators are engineered using premium-quality materials and advanced manufacturing techniques to ensure reliability, efficiency, and long-term performance.
We offer customized solutions based on material characteristics, conveying height, capacity requirements, and industry-specific applications. Our commitment to quality and customer satisfaction makes us a trusted partner for industrial material handling solutions.
Conclusion
If you are looking for a trusted Bucket Elevator Manufacturer in India, Superior Material Handling Solutions provides high-performance bucket elevators designed for safe, efficient, and reliable vertical material transportation. Our customized solutions help industries improve productivity, reduce material loss, and optimize overall operational efficiency.
Recent Post
-
 Ultrasonic Cleaning Machine in Maharashtra13 Jun 2026
Ultrasonic Cleaning Machine in Maharashtra13 Jun 2026 -
 Storage Silo in Maharashtra13 Jun 2026
Storage Silo in Maharashtra13 Jun 2026 -
.jpg) Conveyorised Crate Washer in Mumbai13 Jun 2026
Conveyorised Crate Washer in Mumbai13 Jun 2026 -
.jpg) Belt Conveyor System in Mumbai13 Jun 2026
Belt Conveyor System in Mumbai13 Jun 2026 -
.jpg)
-
.jpg)
-
.jpg)
-
.jpg)
-
.jpg) Dipping and Dunking Machine in Maharashtra13 Jun 2026
Dipping and Dunking Machine in Maharashtra13 Jun 2026 -
.jpg) Jumbo Bag Loading System Manufacturer in Mumbai13 Jun 2026
Jumbo Bag Loading System Manufacturer in Mumbai13 Jun 2026 -
 (1).jpg)
-
.jpg)
-
 (1).jpg)
-
.jpg)
-
 Table Top Ultrasonic Cleaning Machine in India13 Jun 2026
Table Top Ultrasonic Cleaning Machine in India13 Jun 2026 -
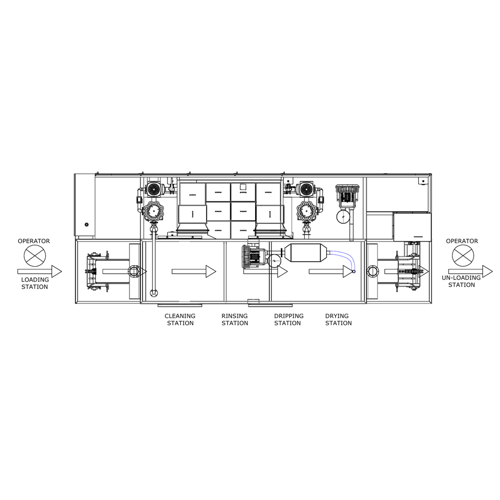
.jpg) Tunnel Washing Machine Manufacturer in India13 Jun 2026
Tunnel Washing Machine Manufacturer in India13 Jun 2026 -
 (1).jpg) Rotary Indexing Crate Washer in Maharashtra13 Jun 2026
Rotary Indexing Crate Washer in Maharashtra13 Jun 2026 -
.jpg) AHU Filter Cleaning & Drying Machine in India13 Jun 2026
AHU Filter Cleaning & Drying Machine in India13 Jun 2026 -
.jpg) Industrial Oiling Machine Manufacturer in India13 Jun 2026
Industrial Oiling Machine Manufacturer in India13 Jun 2026 -
.jpg) Jumbo Bag Filling System Manufacturer in India13 Jun 2026
Jumbo Bag Filling System Manufacturer in India13 Jun 2026 -
.jpg) Jumbo Bag Loading System Manufacturer in India03 Jun 2026
Jumbo Bag Loading System Manufacturer in India03 Jun 2026 -
Bucket Elevator Manufacturer in India13 Jun 2026
-
.jpg) Screw Conveyor Manufacturer in India13 Jun 2026
Screw Conveyor Manufacturer in India13 Jun 2026 -
.jpg) Trommel Screen Manufacturer in India13 Jun 2026
Trommel Screen Manufacturer in India13 Jun 2026 -
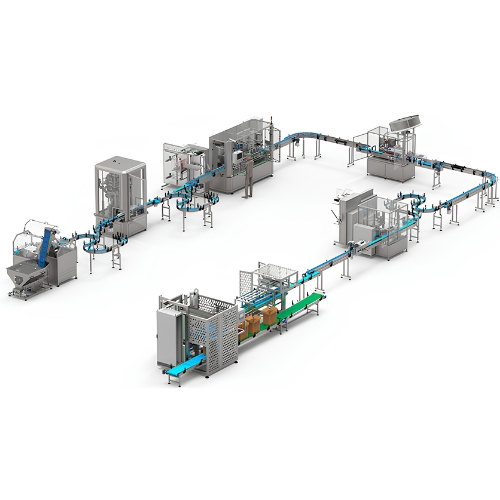
.jpg) Industrial Conveyor System Manufacturer in India13 Jun 2026
Industrial Conveyor System Manufacturer in India13 Jun 2026 -
.jpg) Bag Filling Machine Manufacturer in India13 Jun 2026
Bag Filling Machine Manufacturer in India13 Jun 2026 -
.jpg) Industrial Blender Manufacturer in India13 Jun 2026
Industrial Blender Manufacturer in India13 Jun 2026 -
.jpg) Jumbo Bagging System Manufacturer in India13 Jun 2026
Jumbo Bagging System Manufacturer in India13 Jun 2026 -
.jpg) Jumbo Bag Unloader Machine Manufacturer in India13 Jun 2026
Jumbo Bag Unloader Machine Manufacturer in India13 Jun 2026 -
.jpg) Bagging Machine Manufacturer in India13 Jun 2026
Bagging Machine Manufacturer in India13 Jun 2026 -
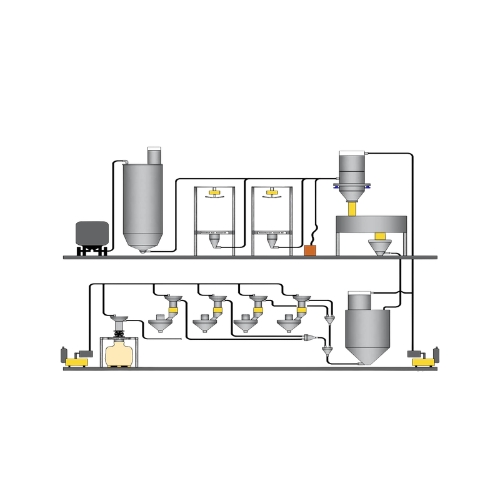
.jpg) Powder Transfer System Manufacturer in India13 Jun 2026
Powder Transfer System Manufacturer in India13 Jun 2026 -
 Industrial Mixer Manufacturer in India13 Jun 2026
Industrial Mixer Manufacturer in India13 Jun 2026 -
.jpg)
-
 Chemical Blenders Manufacturer in India13 Jun 2026
Chemical Blenders Manufacturer in India13 Jun 2026 -
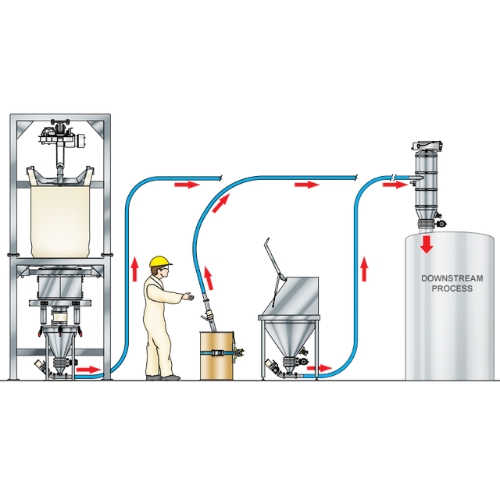 Vacuum Conveying System Manufacturer in India13 Jun 2026
Vacuum Conveying System Manufacturer in India13 Jun 2026 -
 Pneumatic Conveying System Manufacturer in India13 Jun 2026
Pneumatic Conveying System Manufacturer in India13 Jun 2026 -
 Bag Packaging Machine Manufacturer in India13 Jun 2026
Bag Packaging Machine Manufacturer in India13 Jun 2026 -
 Plough Shear Mixer Manufacturer in India13 Jun 2026
Plough Shear Mixer Manufacturer in India13 Jun 2026 -
 Lump Breaker Manufacturer in India13 Jun 2026
Lump Breaker Manufacturer in India13 Jun 2026 -
 Nauta Mixer Manufacturer in India13 Jun 2026
Nauta Mixer Manufacturer in India13 Jun 2026 -
 Crate Conveyor System Manufacturer in India13 Jun 2026
Crate Conveyor System Manufacturer in India13 Jun 2026 -
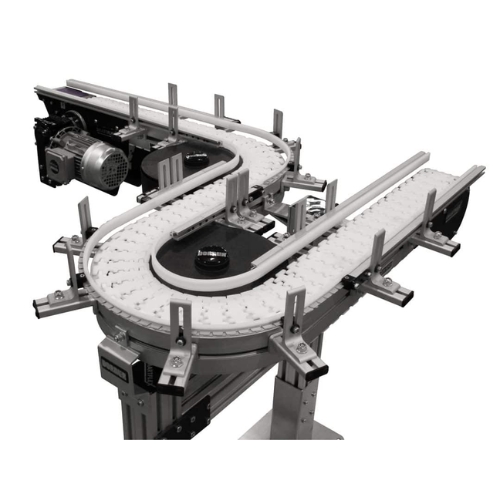 Material Conveyor Manufacturer in India13 Jun 2026
Material Conveyor Manufacturer in India13 Jun 2026 -
 Octagonal Blender Manufacturer in India13 Jun 2026
Octagonal Blender Manufacturer in India13 Jun 2026 -
 Industrial Weighing System Manufacturer in India13 Jun 2026
Industrial Weighing System Manufacturer in India13 Jun 2026 -
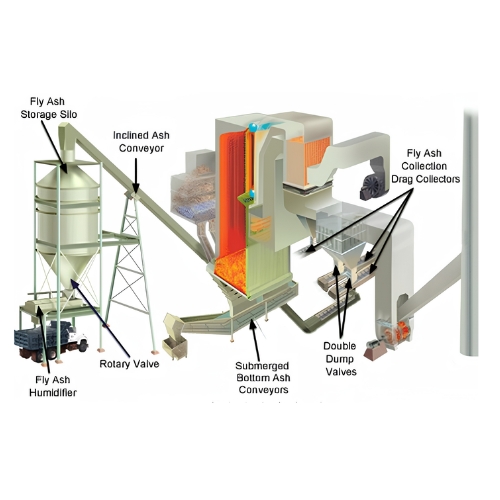 Ash Handling System Manufacturer in India13 Jun 2026
Ash Handling System Manufacturer in India13 Jun 2026 -
-
 Bag Dumping Station Manufacturer in India13 Jun 2026
Bag Dumping Station Manufacturer in India13 Jun 2026 -
 Dust Collection System Manufacturer in India13 Jun 2026
Dust Collection System Manufacturer in India13 Jun 2026 -
 Co Mill Manufacturer in India13 Jun 2026
Co Mill Manufacturer in India13 Jun 2026 -
 Reactor Charging System Manufacturer in India13 Jun 2026
Reactor Charging System Manufacturer in India13 Jun 2026 -
 Hopper Bins Manufacturer in India13 Jun 2026
Hopper Bins Manufacturer in India13 Jun 2026 -
 Batch Mixers Manufacturer in India13 Jun 2026
Batch Mixers Manufacturer in India13 Jun 2026 -
 Automatic Tunnel Type Bin Washing Machine04 Jul 2026
Automatic Tunnel Type Bin Washing Machine04 Jul 2026
